|
|
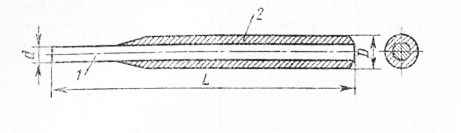
Главная → СтатьиСварочные электродыСварочный электрод представляет собой стержень, по которому подводят к детали электрический ток во время сварки, резки или наплавки. Электроды бывают неплавящиеся— угольные, графитовые или вольфрамовые, и плавящиеся — из различных металлов. Металлические электроды изготовляют из проволоки диаметром 0,3…12 мм. Для ручной дуговой сварки электроды выпускают в виде стальных стержней с покрытием, для полуавтоматической и автоматической сварки применяют электродную сварочную проволоку без покрытия. В зависимости от соотношения диаметров защитного (стабилизирующего) покрытия D и стальной проволоки d различают электроды с тонким покрытием (индекс М), средним (С), толстым (D) и особо толстым покрытием (Г). В электродах типа М отношение D:d не превышает 1,2, типа С — 1,2… 1,45, типа D — 1,45…1,8 и типа Г — более 1,8. В состав защитного покрытия электродов входят вещества, стабилизирующие горение дуги, защищающие от атмосферных газов, раскисляющие и легирующие металл сварочной ванны, а также связующие. Стабилизирующие вещества повышают устойчивость горения дуги. К ним относят мел, поташ, углекислый барий, титановый концентрат (рутил). Разлагаясь при высокой температуре, эти вещества отдают электроны в газовый столб дуги и таким образом ионизируют его. Защитные вещества подразделяют на газообразующие (древесная мука, крахмал) и шлакообразующие (полевой шпат —ортоклаз, флюорит, мрамор, гранит, марганцевая руда). Разлагаясь при горении дуги, газообразующие вещества выделяют углекислый газ С02 и тем самым создают защитную атмосферу над поверхностью расплавленного металла. Шлакообразующие вещества сравнительно легко расплавляются и вследствие меньшей плотности остаются на поверхности расплавленного металла, защищая его от атмосферных газов.
Рис. 24. Электрод для ручной дуговой сварки: К раскисляющим веществам относятся алюминий, ферросилиций, ферромарганец. Они восстанавливают оксиды металла на кромках изделия. Легирующими добавками служат феррохром, фер-ротитан, ферромолибден. Расплавляясь, они переходят в металл сварочной ванны и улучшают многие свойства шва: прочность, пластичность, ударную вязкость. Для ручной дуговой сварки арматуры железобетонных конструкций чаще применяют электроды с ру-тиловым или фтористокальциевым покрытием. Рути-ловое покрытие создает устойчивое горение дуги при малом проплавляющем действии ее на металл и обеспечивает высокие механические свойства сварного соединения. В состав фтористокальциевого покрытия входят мрамор и флюорит (плавиковый шпат). Благодаря им металл в шве получается хорошего качества — повышенной ударной вязкости и с небольшим содержанием водорода и кислорода. Часто в состав ру-тилового и фтористокальциевого покрытий вводят железный порошок. Это сокращает расход электродов и увеличивает скорость сварки. Механические свойства металла сварного шва во многом зависят от типа применяемого электрода. Цифра в обозначении типа электрода указывает временное сопротивление разрыву наплавленного металла или шва, выраженное в кгс/мм2. Буква А означает, что с помощью данного электрода получается сварной шов повышенной пластичности и ударной вязкости. Кроме того, в индексе типа электрода указывают тип покрытия: Т — рутиловое покрытие, Ф — фтористокальциевое. В зависимости от содержания серы и фосфора, точности изготовления, качества поверхности покрытия, а также от некоторых других признаков электроды подразделяют на три группы: 1, 2, 3. Лучшие по качеству электроды группы 3. Покрытие электрода должно быть прочным, плотным, однородным, без трещин, вздутий и наплывов. Прочность покрытия признают удовлетворительной, если оно не разрушается при свободном падении электрода диаметром более 4 мм плашмя на гладкую стальную плиту с высоты 0,5 м и диаметром менее 4 мм —с высоты 1 м. Защитное покрытие не должно содержать воды. При сварке вода разлагается, выделяя водород, который насыщает металл. Вследствие этого в металле шва образуются поры и мельчайшие внутренние трещины, ухудшающие качество сварного соединения. Перед применением электроды обязательно высушивают. Тип электрода выбирают в зависимости от класса стальной арматуры и способа сварки. Электродную сварочную проволоку применяют для дуговой полуавтоматической или автоматической сварки арматуры. Ее изготовляют из низкоуглеродистой или легированной стали. Для сварки арматурной стали часто используют порошковую проволоку (ГОСТ 26271—84), получаемую спеканием металлического порошка нормированного состава. Диаметр сварочной проволоки 2 или 2,5 мм. Ее поставляют в мотках или катушках. В таком виде удобно использовать проволоку в сварочных автоматах и полуавтоматах. В отличие от стержневых электродов проволоку изготовляют без защитного покрытия. Поэтому сварку проволокой ведут под флюсом, изолирующим расплавленный металл от атмосферных газов. Легированная проволока ЭП-245 и ЭП-439 отличается повышенным содержанием раскислителей—марганца, кремния, алюминия, титана, и это позволяет вести сварку без флюсов. Марку сварочной проволоки назначают в зависимости от класса арматурной стали и способа сварки. Читать далее: Сварочные флюсы Общие сведения о сварке арматуры Противопожарные мероприятия при сварке Безопасность труда при сварке технологических трубопроводов Безопасность труда при сварке строительных металлических и железобетонных конструкций Защита от поражения электрическим током при сварке Техника безопасности и производственная санитария при сварке Управление качеством сварки Статистический метод контроля Пути повышения качества сварки Ваш отзыв |
|
|
|

|
© 2007 "Строй-сервер.ру". - информационная система по ремонту и строительству. |
|