|
|
Главная → СтатьиСварка нагретым газомСварку нагретым газом, как правило, выполняют с применением присадочного материала, который по свойствам соответствует основному свариваемому материалу. Присадочные прутки выбирают в соответствии с требованиями нормативно-технических документов а производство сварочных работ. Лучшее качество верного соединения получают при применении при-адочного материала с пластификаторами. Диаметр Рутка подбирается в зависимости от толщины свариваемого материала, геометрии сварного шва, скоп ети сварки и требуемой прочности соединения! С Увеличением диаметра прутка сокращается время, необходимое для заполнения разделки, и увеличивается прочность сварного соединения. Однако применение прутков диаметром более 4…5 мм нежелательно, так как обеспечить их равномерный прогрев не представ, ляется возможным. Обычно корень шва заполняют прутком 2 мм, ппи толщине свариваемого материала менее 4 мм шов заполняют прутком диаметром 3 мм, а при толщине материала более 4 мм — прутком диаметром 4 мм. Для сварки используют прутки, выпускаемые по ТУ 6-05-1160—75 «Прутки сварочные из непластифициро-ванного поливинилхлорида» и по ТУ 6-05-1698—74 «Прутки сварочные из полиолефинов», изготовляемые из того же материала, что и свариваемые трубы. Прутки выпускают в виде тонких стержней простого (круглого) и сложного (двойного) профилей. Прутки простого профиля выпускают диаметром 2…4 мм, длиной 500 мм, сложного — 3X6 мм, длиной 1500 мм. В качестве газа-теплоносителя применяется сжатый воздух, очищенный от влаги и масла, газовоздушная смесь продуктов сгорания пропан-бутана, а также инертные газы — азот, аргон и др. Инертные газы используются для сварки ответственных конструкций из полиолефинов и пентапласта с повышенными требованиями к прочности швов. Сварка пластмасс нагретым газом различных конструкций трубопроводных систем производится вручную с использованием электрических или газовых горелок, обеспечивающих нагрев газа-теплоносителя и поддержание заданной температуры. В электрических горелках газ-теплоноситель нагревается за счет контакта с электроспиралями мощностью 300…800 Вт при напряжении 36 В. Температура газа-теплоносителя регулируется изменением сопротивления цепи (реостатом) и скорости подачи газа в горелку (регулирующим краном). Из отечественных горелок широкое применение нашла горелка марки ГЭП-2 ВНИИАвтогенмаша, мощностью 750 Вт, напряжением питания 36 В, массой 0,75 кг при расходе газа-теплоносителя 3…7 м3/ч и давлении не бол 0,5 МПа.
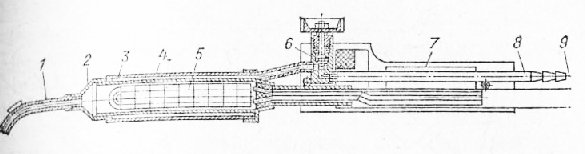
Рис. 1. Горелка для сварки пластмасс ГСП-280
1 — наконечник; 2 — втулка переходная; 3 — корпус; 4 — кожух; 5 —нагревательный элемент; 6 — узел регулировки расхода газатеплоносителя; rperd 7 —рукоятка; 8 —штуцер; 9 —кабель питания
Особенности работы с электрическими горелками. Первоначально открывают вентиль подачи газа-теплоносителя, затем включают электропитание нагревательного элемента. Через 3…5 мин после включения для обеспечения требуемой температуры газа-теплоносителя производят дорегулировку его расхода. При расходе газа-теплоносителя 3 м3/ч температура на выходе из наконечника горелки составляет порядка 600 °С, при расходе 5 м3/ч — 380 °С и при расходе 7 м3/ч— 250 °С. После окончания сварки необходимо вначале выключить электропитание нагревательной спирали, а затем, когда температура выходящего из наконечника газа-теплоносителя снизится до температуры окружающего воздуха, перекрывают вентиль. Нарушение этой последовательности включения и выключения электрической горелки приводит к преждевременному перегоранию электронагревательной спирали. При работе в труднодоступных местах хорошо зарекомендовали себя электрогорелки, у которых корпус с электронагревательным элементом и рукоятка расположены соосно. Для этой цели строительно-монтажная лаборатория треста «Востокметаллургмонтаж» Разработала горелку ГСП-280 (рис. 1) мощностью 600 Вт при напряжении питания 36 В, массой 0,5 кг пРи расходе газа-теплоносителя 2…6 м3/ч. Горелка комплектуется специальным источником питания весом 27 кг. В зависимости от применяемых наконечников горе-Лок вРучную сварку выполняют в обычном и скоростям Режимах, что в настоящее время широко практи-Уется зарубежными фирмами. При обычной сварке используют трубчатые нако-течники (рис. 2, а), направляя струю газа-теплоноси- Ля веерообразным движением на основной материал и присадочный пруток. Скоростную сварку выполняют с использованием специальных наконечников, снабженных каналами для предварительного подогрева прутка и основного материала, при этом пруток может укладываться в шов вручную (рис. 2, а, б) или механически при помощи прижимных губок или роликов наконечников. В зарубежной практике строительства пластмасс вых трубороводов для сварки нагретым газом шире применяют электрические горелки со встроенными
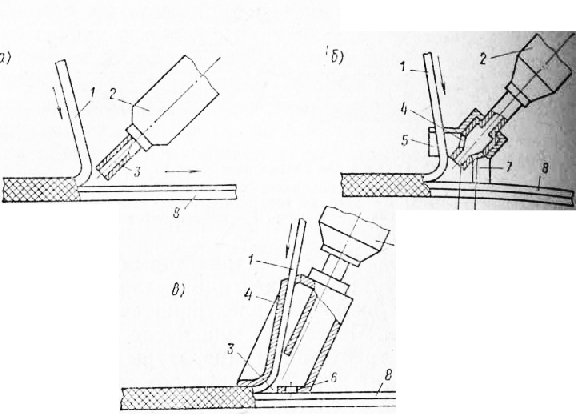
Рис. 2. Сварка о использованием различных наконечников горелок
а — трубчатых; б — с каналами; в —с прижимными губками; 1 — присадочный пруток; 2 — сварочная горелка; 3 — выходной канал наконечника; 4 — направляющая для прутка- 5 — канал предверительного подогрева прутка; 6 — канал предварительного по догрева заготовок; 7 —направляющий клип; 8 — свариваемые заготовки
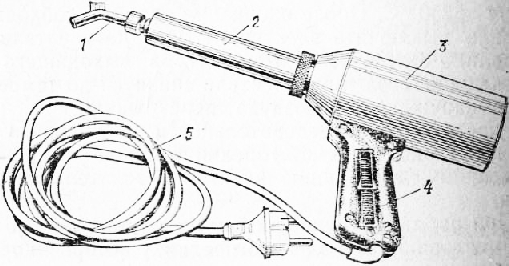
Рис. 3. Горелка со встроенным малогабаритным компрессором
1 — наконечник; 2 — нагреватель электрический; 3 — микрокомпрессор; 4 — рукоятка; 5 — электрокабель
Для сварки полимеров применяются также газовые горелки прямого и косвенного действия. В горелках косвенного действия газом-теплоносителем является воздух или инертный газ, который нагревается в змеевике, расположенном внутри корпуса горелки, пламенем горючего газа (пропан-бутана или природного газа). К таким горелкам относятся, например, горелка ГТК-1-67, в которой воздух нагревается пламенем пропан-бутана или природного газа, подаваемого под давлением 0,005…0,1 МПа при расходе горючего газа 0,36 м3/ч. Расход газа-теплоносителя составляет 0,12 м3/ч при давлении 0,1…0,2 МПа. Масса горелки 0,85 кг. Из горелок прямого действия наиболее распространена горелка марки ГГП-1-66, которая при давлении пропан-бутана или природного газа 0,01 !..0,1 МПа и воздуха 0,5 МПа обеспечивает скорость сварки порядка 20…25 м/ч. При этом расход пропан-бутана составляет 0,025…0,04 м8/ч природного газа — 0,03… >11 м3/ч. Горелки снабжаются комплектами съемных аконечников, применяемых в зависимости от профи-ля сварного соединения. При размягчении прутка на расстоянии 20..30м от точки сваривания прутка и основного материал” сварку необходимо приостановить и охладить пруток При смене или обрыве прутка конец приваренного прутка нагревают и срезают под углом 30…40°. Затем к полученному срезу внахлестку приваривают аналогично подготовленный новый пруток. При этом необходимо следить, чтобы на шве расстояние между стыками прутков, последовательно укладываемых один под другим, было не менее 8 мм. Укладку присадочного прутка в стык начинают с проварки корня шва, затем заполняют материалом прутка всю разделку кромок по толщине стенки. Струю газа-теплоносителя при сварке обычными наконечниками направляют попеременно круговыми или колебательными движениями горелки на сварочный пруток и кромки стыка. Сварочный пруток нагревают до более высокой температуры, чем соединяемые поверхности, что заметно, например, при сварке труб из ПВХ по цвету прутка — он становится темно-коричневым. Расстояние между поверхностью кромок стыка и наконечником горелки должно быть примерно 5 мм. По мере разогрева и размягчения прутка и свариваемых кромок нажимом руки вдавливают пруток в стык. При сварке труб из ПВХ, ПНД и ПП пруток держат перпендикулярно поверхности сварного шва. Если угол наклона прутка будет меньше 90°, то присадочный материал нагревается на участке чрезмерно большой длины, в результате чего нельзя создать требуемое усилие вдавливания прутка в шов, а в шве из-за продольного сжатия пруток изгибается. Если уго наклона больше ’90°, то пруток, уложенный в шо . удлиняется, вследствие чего при охлаждении возни ют внутренние напряжения и пруток может разорвуся. Угол (3 наклона наконечника горелки и поверхности сварного шва должен быть 30° при толщине стенки до 5 мм и 45° — при толщине стенки св. 5 мм. При сварке внахлестку пруток необходимо держать под углом 45° к оси трубы. Процесс сварки идет правильно, если впереди прутка движется небольшой валик расплавленного материала прутка и кромок труб. Скорость укладки прутков в шов должна быть не ниже 10 м/ч при сварке прутком площадью поперечного сечения до 8 мм2 и не ниже 7 м/ч при сварке прутком сечением св. 8 мм2. При сварке нагретым газом необходимо следить за чистотой подаваемого в горелку воздуха, температурой газа-теплоносителя. Чистоту воздуха проверяют с помощью фильтровальной бумаги или хлопчатобумажного материала белого цвета, которые помещают перед наконечником горелки. Температура теплоносителя, контролируемая по показаниям термометра, должна быть при сварке труб из ПНД —250°,. из ПВД —240°, из ПВХ —230°, ПП—260 °С. Эта температура увеличивается на Ю…15 °С при температуре окружающего воздуха ниже 15 °С при сварке труб из ПВХ и ПП, ниже 10 °С— из ПНД и ниже 5 °С — из ПВД.
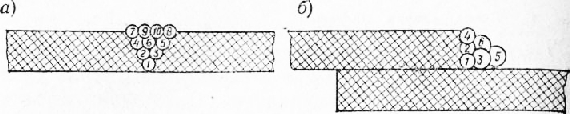
Рис. 5. Последовательность укладки прутков в сварной шов
а — стыковой; б — нахлесточный
Соединения труб выполняют стыковыми и раструбными. Стыковое соединение более рационально, его прочность при растягивающих нагрузках выше, чем раструбного, так как последнее имеет меньшую площадь сечения углового шва и более неравномерное распределение напряжения. При изгибающих нагрузках предпочтительнее раструбное соединение. Для уменьшения и равномерного распределения сварочных напряжений в шве присадочный материал при сварке укладывают в шов в определенной последовательности (рис. 5). Каждый последующий валик укладывают после естественного охлаждения предыдущего до температуры 30 °С. При выполнении раструбного соединения угловой шов по периметру трубы должен иметь катет, равный толщине стенки раструба. Зачистка выступающих над поверхностью деталей валиков шва не требуется. Качество сварных соединений, выполняемых нагретым газом (прутковой сваркой) находится в прямой зависимости от подготовки деталей.к сварке, положения горелки в процессе сварки, угла наклона прутка при подаче его в шов, температур, расхода и давления газа-теплоносителя, скорости и давления газа-теплоносителя, расстояния от наконечника горелки до свариваемых поверхностей, усилия вдавливания размягченного прутка, диаметра прутка, диаметра отверстия наконечника горелки, а также от профессиональной подготовки сварщика и соблюдения им технологических приемов и режимов сварки. Читать далее: Техника безопасности и промсанитария при сварке полимеров Технико-экономические показатели применения трубопроводов из полимерных материалов Характеристика надежности сварных соединений Испытание сварных соединений Контроль качества сварных соединений Сдача-приемка смонтированных линий трубопроводов в эксплуатацию, оформление документов Испытание смонтированных трубопроводов Монтаж внутрицеховых и межцеховых трубопроводов Изготовление деталей, узлов и блоков трубопроводов Монтаж трубопроводов из полимерных материалов Ваш отзыв |
|
|
|

|
© 2007 "Строй-сервер.ру". - информационная система по ремонту и строительству. |
|