|
|
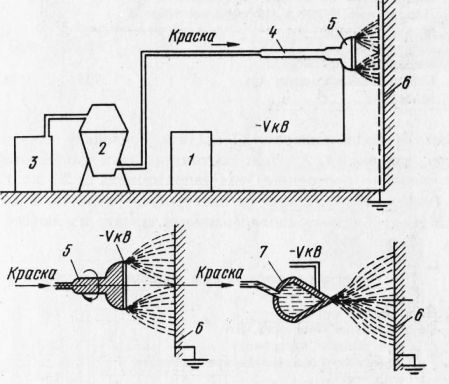
Главная → СтатьиМеханизмы для нанесения малярных составов в электростатическом полеМетод нанесения синтетических красок в электростатическом поле высокого напряжения основан на способности частиц малярного состава, получивших отрицательный заряд и движущихся по силовым линиям постоянного электрического поля, осаждаться на заземленном изделии (свойстве притяжения разноименно заряженных тел). Метод электроокраски используют для отделки железобетонных, деревянных и других строительных изделий. Окраска диэлектриков (стекла, резины, некоторых видов пластмасс) возможна при устройстве заземленных металлических экранов, а также создании на поверхности изделий токопроводящих пленок.
Рис. 1. Схема электроокраски поверхностей: Качество электроокраски изделий зависит от физико-химических и электрических свойств малярного состава и режима окраски. При электростатическом нанесении частицы краски заряжаются в емкости электрораспылителя. Емкость бывает разной формы: чашевидной, грибовидной, дисковой, щелевой. После этого заряженные частицы переносятся на окрашиваемую поверхность, имеющую разноименный заряд. Перед началом электроокраски определяют следующие оптимальные параметры процесса: напряжение на электроде, емкость распылителя, расстояние между электродом и окрашиваемым изделием, количество краски, необходимое для подачи на электрод, удельное объемное сопротивление и диэлектрическую проницаемость краски, указанные в инструкции, вязкость краски, температуру и влажность воздуха, а также скорость движения электрода. Установку электростатического окрашивания УРЭГ-1 применяют для нанесения на поверхность металлических или других токопроводящих изделий эмалей и красок вязкостью 18—30 с (по ВЗ-4). Установка работает совместно с компрессором СО-7Б, состоит из красконагнетательного бака (вместимостью 16 л), блока электрического питания, панели управления с контрольно-измерительными приборами и аппаратурой управления. Для автономного питания электроэнергией предусмотрена аккумуляторная батарея. Все оборудование установлено на четырехколесной тележке: Электростатический аппарат «Декостат» позволяет выполнять окраску стен с люлек или вышек. Аппарат состоит из двух частей: высоковольтного генератора, дающего постоянный ток напряжением от 80 до 120 кВ, и распылителя. Распылитель состоит из электродной емкости, в которую поступает краска по трубчатому изолированному шлангу из любого нагнетательного бачка. «Декостат» является высоковольтным аппаратом, поэтому при подготовке к работе и работе с ним требуется строго соблюдать требования техники безопасности. Сначала укрепляют емкость-элекрод на штанге, освобождают контакт высоковольтного кабеля от предохранительной обоймы. Затем высоковольтный контакт вводят в гнездо и закрепляют резьбовым прижимом. Высоковольтный кабель заземляют на контакт «Земля», расположенный рядом с гнездом подключения кабеля, и подключают колодки управления. После проверки правильности подключения емкости-электрода и высоковольтного кабеля на противоположной стороне аппарата -зажим «Земля» подключают к контакту общего заземления. Только после тщательной проверки качества контактов заземляющего провода на установке и устройства заземления разрешается включать установку «Декостат» в сеть переменного тока. Если в помещении около установки отсутствует розетка, то для подключения «Декостата» используют удлинительный кабель с вилкой и розеткой с закрытыми контактами, чтобы исключить возможность случайного прикосновения человека к токоведущим частям. Готовность установки «Декостата» к работе проверяют по свечению контрольной лампы при нажатии кнопки включения на генераторе или выключателя управления на штанге емкости-электрода.
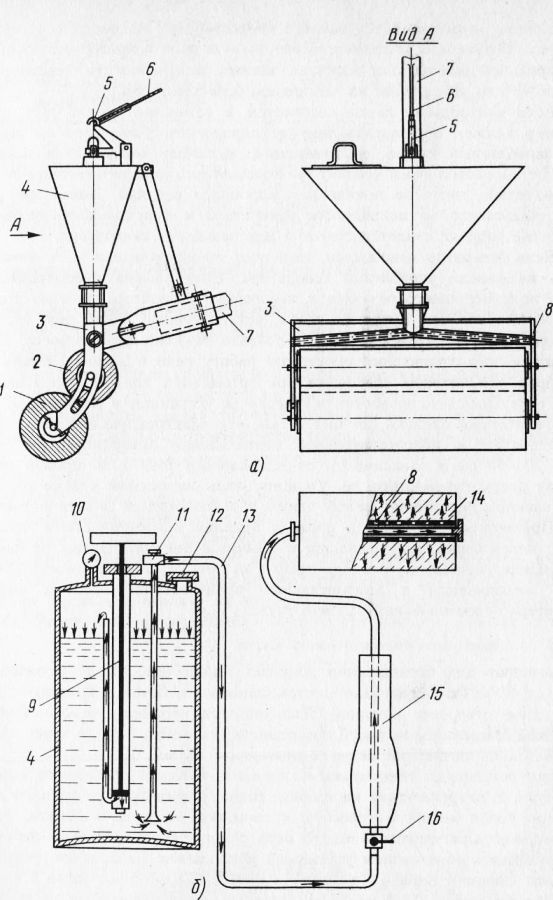
Рис. 2. Аппарат для окрашивания дощатых полов (а) и валик с подачей окрасочного состава под давлением (б): Если контрольная лампа загорается, а установка не работает, электромонтер должен обнаружить зону неисправности. Для этого он отключает высоковольтный кабель от генератора, включает генератор и постепенно вводит высоковольтный контакт высоковольтного кабеля в гнездо генератора, внимательно следя за появлением коронного разряда. Появление разряда свидетельствует об исправности генератора и неисправности кабеля. Отсутствие разряда свидетельствует о неисправности генератора. Если генератор неисправен, заменяют предохранитель 0,5А, установленный на панели управления генератора. Если замена предохранителя не дает положительного результата, выключают генератор, снимают крышку и проверяют все три предохранителя, установленные около реле включения генератора. При этом соблюдают правила техники безопасности. При исправных предохранителях проверяют работу реле и лампы сопротивления, которая в исправном состоянии при затемнении должна слабо светиться. Все остальные неисправности в генераторе устраняют в мастерской. Технология окраски состоит в том, что электродную емкость с краской приближают к подготовительной вертикальной поверхности на расстояние 30—50 см в зависимости от напряжения тока и материала краски и снизу вверх перемещают ее. Толщину слоя наносимой краски регулируют изменением расстояния между чашей и окрашиваемой поверхностью. Преимуществами метода окраски изделий в электрическом поле высокого напряжения, по сравнению с обычным пневматическим распылением, являются уменьшение расхода краски на 30—70%, возможность комплексной механизации и автоматизации производства работ и улучшение санитарно-гигиенических условий труда. Читать далее: Основы производственной эстетики Прогрессивные формы организации и стимулирования труда рабочих Организация груда маляров Производство малярных работ Особенности работы с огнеопасными и взрывоопасными материалами Пожарная безопасность при производстве малярных и обойных работ Особенности производства малярных работ в зимнее время Требования к качеству оклеенных поверхностей Оклеивание самоклеящимися пленками Оклеивание пленками «девилон» на подоснове из стеклохолста, бумаги или вспененной подложки Ваш отзыв |
|
|
|

|
© 2007 "Строй-сервер.ру". - информационная система по ремонту и строительству. |
|